薄膜开关在生产装配上的步骤哪些
 日期:2021-04-02
日期:2021-04-02
 浏览量:3139
浏览量:3139
15811812127
日期:2021-04-02
浏览量:3139
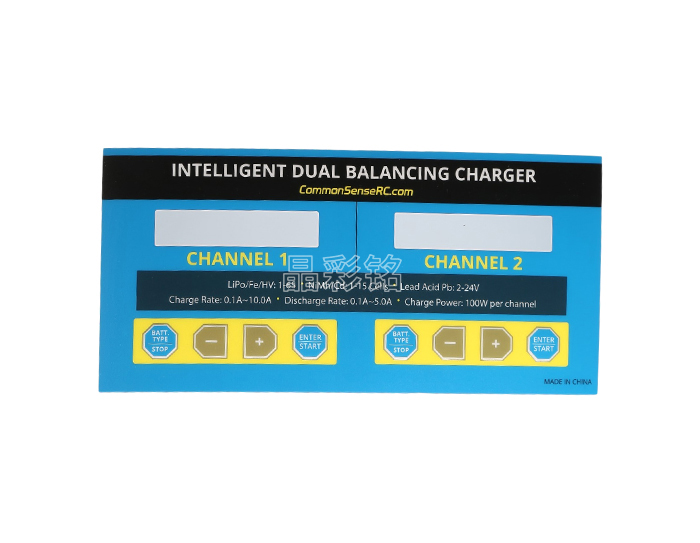
薄膜开关是一种新式高科技的开关,现已被广泛的运用到了各种范畴,包含日子根底设备方面。薄膜开关的主要组成即是薄膜面板,除了这一个以外还包含许多别的进程。薄膜开关生产安装的进程和进程包含贴尾线、冲尾线、制造夹层以及贴面胶等各个方面,那么,下面由薄膜开关厂家叙述这些进程的特色吧:

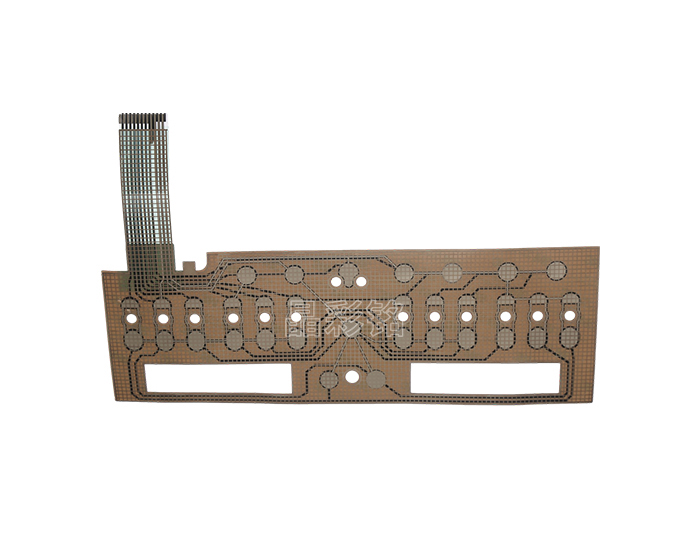
1.将丝印好的线路放进烘箱烘考40分钟,温度为115摄氏度。(留心丝印好的线路应当以天然干为好)电路烤好以后简单拼装一块,测验电路是不是有短路、断路、电阻过大等景象。
2.贴尾线:将烘烤好的线路检查单线电阻后,将尾线由出线孔至炭浆重合1毫米处用覆膜机压一层绝缘胶带(不贴到按键尽量往按键方向处多贴些)。
3.冲尾线:用刀模把尾线冲压出来,尾线两头要均匀(特别留心小线距的尾线),样品制造可用一把带胶的尺子对准出线孔的内侧由上往下划到尾巴边线处,留心尺子应当粘在线路的不和,这么可防止把银浆粘掉。
4.拼装线路:先将冲好尾线的下电路贴在夹层上,贴时银浆点要放在夹层孔中心,不能有气泡,然后再贴上线路,留心上下电路的定位要对齐,触点不能错位。
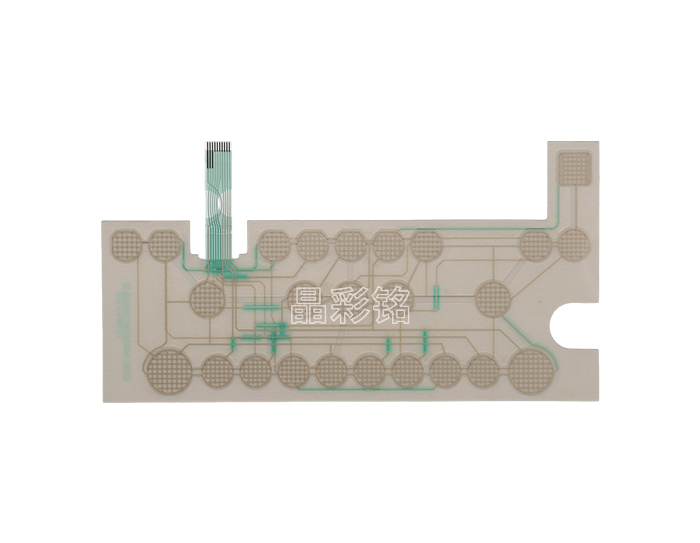
5.贴背胶:将现已冲好的背胶贴鄙人电路上,张贴时应当把尾线拿出来,胶位要盖住4个角线,一切张贴进程不能有气泡。
6.贴面胶:将冲好孔的面胶贴在上线路上,留心应当把胶孔对准键位并且盖住4个角线,(面胶制造同夹层制造,假如面板鼓包较大可将圆放大.放锅仔片的胶也能够敲2毫米的长条)。
7.冲孔:找张废面板贴在拼装好的线路上,4个角线对准,将通明孔4周扩展1毫米订在装好的线路上,用适宜的刀片敲下,敲时留心有没有敲到线路。
8.贴面板:将检查好的面板贴在上线路上,留心贴时4个角线对准,并且面胶上有气泡应当刮平,贴到有通明窗处看窗口是不是被粘住,贴好后留心保护好通明窗。
9.尾线处理:将尾线剪平,不打端子的就在碳浆背面贴一层0.125单面胶的PET做补强,需要打端子的就将尾线导通面朝端子压铆针,(留心双层尾线应当在尾线最下面没线处剪一个高约1-1.5公分圆角出口)。
10.制造夹层(样品):找张废线路平铺在巨细适宜的夹层上粘住,用锥子将线路键位的中心点扎下,然后用圆规在中心点上画个直经10的圆后(特殊情况可变化), 将其敲,敲好圆后用刀片把圆与圆之间敲一条宽为2毫米的通气槽,留心最少应当有3个圆以上相连,敲通气槽同时应当留心尽量不要在上下线路交叉点经过。假如有,则应当用通明胶封住。(放锅仔片的夹层应当以锅仔巨细敲方形)。量产时模具一次成形。
11.成型:冲压(俾机)成形是薄膜开关不行短少的工序,尺度请求准确,模具的规划则是确保,应依据客户供给的尺度,以及承印物的厚度、巨细、形状等对尺度进行变量处理,制出准确的构造尺度,模具质量的好坏是影响薄膜开关成形质量的要害,压凸作业时模具要把原版上的一切纹理反映出来,高质量压凸要用热压,优点是压出的凸纹不变形,有层次和立体感。
12.检查:首要目检,看外型是不是有偏差,丝印不良,然后依据线路原理用检查仪每个按键逐一检查,看是不是有断路、短路、电阻过大等疑问,同时留心按键的灵敏度(带锅仔片的要留心是不是有双锅),带LED的检查灯是不是亮或常亮及亮度纷歧等不良,留心与样品核对,每个商品要不连续的抽样做寿数测验(一般测验到50万次便可确以为合格)。
13.贴上标签包装出厂,包装要做到整齐、漂亮、精美、大方。